鎂合金焊絲檢測項目和試驗方法
作者:小強 時間:2022-10-25 來源:互聯(lián)網(wǎng)
鎂合金焊絲怎么檢測?隨著檢測標準不斷完善,從產(chǎn)品到原材料陸續(xù)制定了相關(guān)檢測標準。今天百檢網(wǎng)就給大家介紹一下鎂合金焊絲的檢測相關(guān)信息。
檢測標準依據(jù):YS/T 696-2009 鎂合金焊絲
要求
1 產(chǎn)品分類
1.1 分類、牌號、狀態(tài)和規(guī)格
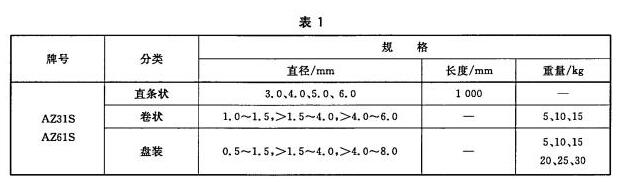
鎂合金焊絲分類、牌號和規(guī)格應符合表1規(guī)定。直條狀焊絲每捆(箱)5,10kg。經(jīng)供需雙方協(xié)商,可提供其他合**號及規(guī)格的鎂合金焊絲,并在合同中注明。允許供應截面為圓形或方形的直條狀焊絲。
1.2 標記示例
產(chǎn)品標記按分類、牌號規(guī)格和標準編號的順序表示。標記示例如下
示例1:
用AZ31S制造的截面為圓形、直徑為5.0mm、長度為1000mm、每箱10kg、A級直條狀鎂合金焊絲,標記為:
直AZ31S A級φ5.0×1000×10kg YS/T 696-2009。
示例2:
用AZ61S制造的、直徑為5.0mm重量為12kg、B級卷狀鎂合金焊絲,標記為
卷AZ61S B級φ5.0×12kg YS/T 696-2009。
2 化學成分
鎂合金焊絲的化學成分應符合GB/T 5153 的規(guī)定。
3 尺寸偏差
3.1 直條狀鎂合金焊絲長度偏差應為±2mm。
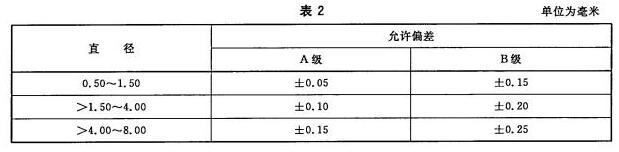
3.2 鎂合金焊絲直徑偏差應符合表2的規(guī)定。
4 重量偏差
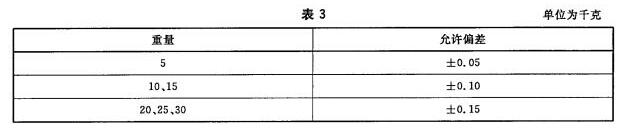
鎂合金焊絲的重量偏差應符合表3的規(guī)定。
5 外觀質(zhì)量
5.1 焊絲表面應光滑、清潔,不應有裂紋、毛刺、凹陷、劃痕及影響焊接性能的夾雜物存在。
5.2 焊接接頭(若存在)應制成不影響焊絲在自動和半自動焊接設(shè)備上均勻連續(xù)地喂進。
6 其他
任何連續(xù)長度的焊絲應由同一批材料制造。
試驗方法
1 化學成分分析方法和仲裁方法
鎂合金焊絲的化學成分分析方法和仲裁方法按GB/T 13748 的規(guī)定進行。
2 尺寸檢測方法
尺寸采用相應精度的卡尺、千分尺等量具測量。
3 重量檢測方法
重量采用相應精度的臺秤等衡器測量。
4 外觀質(zhì)量檢測方法
外觀質(zhì)量以目視檢測。
關(guān)于鎂合金焊絲檢測相關(guān)信息就介紹到這里。做檢測,上百檢,百檢網(wǎng)為您帶來一站式檢測服務。
百檢能給您帶來哪些改變?
1、檢測行業(yè)全覆蓋,滿足不同的檢測;
2、實驗室全覆蓋,就近分配本地化檢測;
3、工程師一對一服務,讓檢測更精準;
4、免費初檢,初檢不收取檢測費用;
5、自助下單 快遞免費上門取樣;
6、周期短,費用低,服務周到;
7、擁有CMA、CNAS、CAL等權(quán)威資質(zhì);
8、檢測報告權(quán)威有效、中國通用;
客戶案例展示










相關(guān)商品

相關(guān)資訊





行業(yè)熱點






版權(quán)與免責聲明
①本網(wǎng)注名來源于“互聯(lián)網(wǎng)”的所有作品,版權(quán)歸原作者或者來源機構(gòu)所有,如果有涉及作品內(nèi)容、版權(quán)等問題,請在作品發(fā)表之日起一個月內(nèi)與本網(wǎng)聯(lián)系,聯(lián)系郵箱service@baijiantest.com,否則視為默認百檢網(wǎng)有權(quán)進行轉(zhuǎn)載。
②本網(wǎng)注名來源于“百檢網(wǎng)”的所有作品,版權(quán)歸百檢網(wǎng)所有,未經(jīng)本網(wǎng)授權(quán)不得轉(zhuǎn)載、摘編或利用其它方式使用。想要轉(zhuǎn)載本網(wǎng)作品,請聯(lián)系:service@baijiantest.com。已獲本網(wǎng)授權(quán)的作品,應在授權(quán)范圍內(nèi)使用,并注明"來源:百檢網(wǎng)"。違者本網(wǎng)將追究相關(guān)法律責任。
③本網(wǎng)所載作品僅代表作者獨立觀點,不代表百檢立場,用戶需作出獨立判斷,如有異議或投訴,請聯(lián)系service@baijiantest.com
關(guān)于我們 萬檢(上海)信息科技有限公司(簡稱:百檢網(wǎng))是國內(nèi)知名B2B檢測電商服務平臺,專注于為第三方 檢測機構(gòu)以及中小微企業(yè)及個人用戶搭建互聯(lián)網(wǎng)+檢測電商服務平臺。平臺匯集了國內(nèi)外權(quán)威檢測機構(gòu)(CNAS/CMA),其中不乏國家級、省級重點實驗室以及國際知名檢測機構(gòu),為廣大用戶提供一站式檢測服務。
客服熱線 400-101-7153 專屬服務:156 0190 2607 企業(yè)郵箱:Service@Baijiantest.Com 聯(lián)系地址:上海市徐匯區(qū)宜山路700號

微信公眾號

官方微博
百檢集團
滬ICP備19010749號經(jīng)營許可證編號:滬B2-20190666Copyright@2019www.szlhsb.comAll Rights Reserved

- 微信客服
- 電話咨詢
- QQ客服

 返回頂部
返回頂部

 400-101-7153
400-101-7153 15201733840
15201733840