金屬探傷檢測


24小時咨詢電話
152-0173-3840
檢測地點
檢測周期
報告資質
樣品及郵寄要求
價格
實驗室遍布全國,就近分配
可加急,最快1.5個工作日(特殊樣品除外)
CMA、CNAS、CAL
樣品支持快遞取送/上門采樣,數量及規格等視檢測項而定
電議(檢測的標準和檢測項目數量不同而價格不同)

 急速響應
急速響應 全程跟蹤
全程跟蹤 品質嚴保
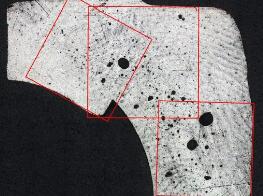
品質嚴保無損探傷檢測是在不影響或不損害被檢測對象使用性能的前提下,采用射線、超聲、紅外、電磁等原理技術儀器對材料、零件、設備進行缺陷、化學、物理參數的檢測技術。主要檢測領域為鋼結構工程(建筑、電廠等)、鍋爐、壓力容器、管道、橋梁、風電、熱電工程船舶及海上設施、機動車輛、起重機械、鐵塔、游樂設施等,常用檢測方法有射線照相檢驗(RT)、超聲檢測(UT)、磁粉檢測(MT)和滲透檢測(PT)、渦流檢測(ET)五種。
百檢網研究所具資質認證的檢測報告,詳情可點擊
服務領域
檢測類型 | 詳細產品 |
承壓類特種設備 | 鍋爐、壓力容器(含氣瓶)、壓力管道 |
機電類特種設備 | 電梯、起重機械、客運索道、正規游樂設施 |
鋼架結構 | 焊材、焊接件、緊固件、焊縫、螺栓球節點、海洋平臺結構、鉆井平臺結構等 |
廣告牌 | 落地廣告牌、高炮廣告牌、單立柱廣告牌、墻體廣告牌、樓頂廣告牌、高速公路廣告牌、公路廣告牌、收費站廣告牌等 |
風機 | 塔筒焊縫(環縫、縱縫)、法蘭連接螺栓、輪轂與主軸連接螺栓、法蘭脖頸、風電機架、風電塔基垂直度等 |
機械零部件 | 金屬材料、汽車配件、航空飛機配件、五金鑄件、五金加工件 |
服務項目
服務項目 | |
X射線探傷 | 利用 X射線或γ射線在穿透被檢物各部分時強度衰減的不同,檢測被檢物中缺陷的一種無損檢測方法。 |
超聲波探傷 | 超聲波探傷是利用超聲能透入金屬材料的深處,并由一截面進入另一截面時,在界面邊緣發生反射的特點來檢查零件缺陷的一種方法,當超聲波束自零件表面由探頭通至金屬內部,遇到缺陷與零件底面時就分別發生反射波來,在螢光屏上形成脈沖波形,根據這些脈沖波形來判斷缺陷位置和大小。 |
磁粉探傷 | 磁粉探傷是用來檢測鐵磁性材料表面和近表面缺陷的一種檢測方法。當工件磁化時,若工件表面有缺陷存在,由于缺陷處的磁阻增大而產生漏磁,形成局部磁場,磁粉便在此處顯示缺陷的形狀和位置,從而判斷缺陷的存在。 |
滲透探傷 | 著色(滲透)探傷的基本原理是利用毛細現象使滲透液滲入缺陷,經清洗使表面滲透液支除,而缺陷中的滲透殘瘤,再利用顯像劑的毛細管作用吸附出缺陷中殘瘤滲透液而達到檢驗缺陷的目的。 |
渦流探傷 | 其原理是用激磁線圈使導電構件內產生渦電流,借助探測線圈測定渦電流的變化量,從而獲得構件缺陷的有關信息。 |
檢測標準
相關標準 | |
GB/T 26951-2011 | 焊縫無損檢測磁粉檢測 |
GB/T 26952-2011 | 焊縫無損檢測滲透 |
JB/T 4730-2005 | 承壓設備無損檢測 |
JB/T 6061-2007 | 無損檢測焊縫磁粉檢測 |
GB 50205-2001 | 鋼結構工程施工質量驗收規范 |
GB/T 19072-2010 | 風力發電組塔架 |
GB/T 19804-2005 | 焊接結構的一般尺寸公差和形狀公差 |
GB 50221-2001 | 鋼結構工程質量檢驗評定標準 |
GB 20252-2010 | 工業安裝工程質量檢測評定統一標準 |
GB/T 1958-2004 | 形狀和位置公差的檢測規定 |
GB50018-2002 | 冷彎薄壁型鋼結構技術規程 |
GB50661-2011 | 鋼結構焊接規范 |
DB37/T487-2004 | 戶外廣告設施檢驗規范 |
GB/T 3323-2005 | 金屬熔化焊接接頭射線照相 |
GB/T 11345-2013 | 焊縫無損檢測 超聲檢測 技術、檢測等級和評定 |
...... | ....... |
檢測報告作用:
1、項目招投標:出具權威的第三方CMA/CNAS資質報告;
2、上線電商平臺入駐:質檢報告各大電商平臺認可;
3、用作銷售報告:出具具有法律效應的檢測報告,讓消費者更放心;
4、論文及科研:提供專業的個性化檢測需求;
5、司法服務:提供科學、公正、準確的檢測數據;
6、工業問題診斷:驗證工業生產環節問題排查和修正;
百檢檢測流程:
1、電話溝通、確認需求;
2、推薦方案、確認報價;
3、郵寄樣品、安排檢測;
4、進度跟蹤、結果反饋;
5、出具報告、售后服務;
6、如需加急、優先處理;
檢測檢測特點:
1、檢測行業全覆蓋,滿足不同的檢測;
2、實驗室全覆蓋,就近分配本地化檢測;
3、工程師一對一服務,讓檢測更精準
4、免費初檢,初檢不收取檢測費用
5、自助下單 快遞免費上門取樣;
6、周期短,費用低,服務周到;
7、擁有CMA、CNAS、CAL等權威資質;
8、檢測報告權威有效、中國通用;
 廣東檢測 江蘇檢測 浙江檢測 山東檢測 北京檢測 安徽檢測 湖北檢測 河北檢測 河南檢測 湖南檢測 遼寧檢測 貴州檢測 重慶檢測 江西檢測 廣西檢測 山西檢測 甘肅檢測 新疆檢測 四川檢測 云南檢測 上海檢測 陜西檢測 寧夏檢測 吉林檢測 天津檢測 黑龍江檢測 內蒙古檢測
廣東檢測 江蘇檢測 浙江檢測 山東檢測 北京檢測 安徽檢測 湖北檢測 河北檢測 河南檢測 湖南檢測 遼寧檢測 貴州檢測 重慶檢測 江西檢測 廣西檢測 山西檢測 甘肅檢測 新疆檢測 四川檢測 云南檢測 上海檢測 陜西檢測 寧夏檢測 吉林檢測 天津檢測 黑龍江檢測 內蒙古檢測


相關服務




檢測知識






關于我們 萬檢(上海)信息科技有限公司(簡稱:百檢網)是國內知名B2B檢測電商服務平臺,專注于為第三方 檢測機構以及中小微企業及個人用戶搭建互聯網+檢測電商服務平臺。平臺匯集了國內外權威檢測機構(CNAS/CMA),其中不乏國家級、省級重點實驗室以及國際知名檢測機構,為廣大用戶提供一站式檢測服務。
客服熱線 400-101-7153 專屬服務:156 0190 2607 企業郵箱:Service@Baijiantest.Com 聯系地址:上海市徐匯區宜山路700號

微信公眾號

官方微博
百檢集團
滬ICP備19010749號經營許可證編號:滬B2-20190666Copyright@2019www.szlhsb.comAll Rights Reserved

- 微信客服
- 電話咨詢
- QQ客服

 返回頂部
返回頂部

 400-101-7153
400-101-7153 15201733840
15201733840